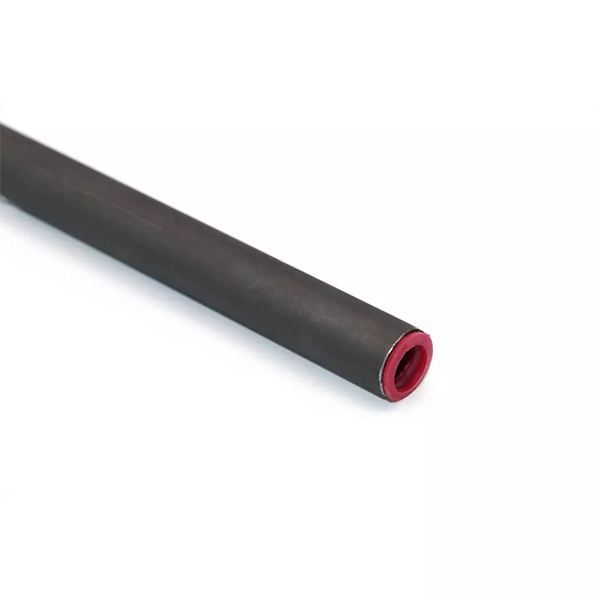
ST37 ST35 ST52 teava din otel de inalta precizie
Țevi din oțel fără sudură Din 2391 (Din 2391, En 10305-1, en 10305-4, BS 6323 țeavă de oțel fără sudură de precizie NBK GBK)
Specificație
| Standard | DIN2391 DIN1630 DIN2448 |
| Nota | ST35/E235 ST37.4 ST45/E255 ST52/E355 |
| Conditii de livrare | NBK(+N) BK(+C) GBK(+A) BKW(+LC) BKS(+SR) |
| mărimea | OD: 4 până la 219 mm Grosime 0,5-35 mm, Lungime: 3 m, 5,8, 6 sau conform cerințelor |
| finalizarea | Suprafata galvanizata (Sliver/Galben/Colorata) Strat de zinc de 8-12um |
| Aplicație | Sistem hidraulic;Mașină/autobuz;vehicul de construcție |
| Timpul de livrare | A.3 zile dacă acest bun este bunuri stoc. B. Aproximativ 30 de zile în funcție de cantitate |
TRATAMENTE DE SURFACE
1. Tubul gol (fără acoperire): strălucitor și neted
A. Argint zincat
B. Galben galvanizat
C. Învelit verde măsline
Grosimea stratului: 8-20um, Test cu pulverizare sărată: 48-150 ore
3. Fosfat negru
Domenii diferite
1. Domenii auto
A. Linii/duze de injecție de combustibil
B. Tub CNG (gaz natural comprimat) -- Presiune de spargere: 1307 bar, presiune de lucru: aproximativ 350 bar
C. Transmisia de transmisie: Elemente coloană de direcție
D. Arbore de viteză, frână de mână, axe față, inhalatoare de airbag, stabilizatoare, elemente de fixare a scaunelor, arbori de tracțiune a roților din față
2. Câmpuri Hidraulice
A. Circuite hidraulice (HPL), linii pneumatice și suspensie hidraulică
B. Cilindri hidraulici (HPZ)
Compoziție chimică
| Oțel de calitate | C | Si | Mn | P | S | Al | |
| Nume | Nu. | max | max | max | max | max | max |
| ST35 | 1,0308 | 0,17 | 0,35 | 0,4 (min) | 0,025 | 0,025 | — |
| ST45 | 1,0408 | 0,21 | 0,35 | 0,4 (min) | 0,025 | 0,025 | — |
| ST52 | 1.058 | 0,22 | 0,55 | 1.6 | 0,025 | 0,025 | — |
Proprietăți mecanice
| Oțel de calitate | Limita de curgere (Mpa) | Rezistența la tracțiune (Mpa) | Elongaţie(%) | |
| Nume | Nu. | ReH (min) | Rm(min) | A(min) |
| ST35 | 1,0308 | 235 | 340 până la 480 | 25 |
| ST45 | 1,0408 | 255 | 440 până la 570 | 21 |
| ST52 | 1.058 | 355 | 490 până la 630 | 22 |
Toleranţă
| OD | Toleranță admisă | Toleranță specială | ||
|
| GB/T3639 | DIN2391 | OD | WT |
| 4mm-20mm | ±0,10 mm | ±0,08 mm | ±0,05 mm | ±0,05 mm |
| 20mm-30mm | ±0,10 mm | ±0,08 mm | ±0,08 mm | ±0,08 mm |
| 31mm-40mm | ±0,15 mm | ±0,15 mm | ±0,10 mm | ±0,08 mm |
| 41mm-60mm | ±0,20 mm | ±0,20 mm | ±0,15 mm | ±0,15 mm |
| 61mm-80mm | ±0,30 mm | ±0,30 mm | ±0,20 mm | ±0,20 mm |
| 81mm-120mm | ±0,45 mm | ±0,45 mm | ±0,30 mm | ±0,30 mm |
Conditii de livrare
| Desemnare | Simbol | Descriere |
| Finisat la rece (dur) | BK(+C) | Tuburile nu suferă tratament termic după formarea finală la rece și, astfel, au o rezistență destul de mare la deformare |
| Finisat la rece (moale) | BKW | Tratamentul termic final este urmat de trefilare la rece care implică o deformare limitată.Prelucrarea ulterioară adecvată permite un anumit grad de formare la rece (de exemplu îndoire, expandare) |
| (+LC) | ||
| Finisat la rece și eliberat de stres | BKS(+SR) | Tratamentul termic se aplică în urma ultimului proces de formare la rece.Sub rezerva condițiilor de prelucrare adecvate, creșterea tensiunilor reziduale implicate permite atât formarea, cât și prelucrarea într-o anumită măsură. |
| Recoaptă | GBK(+A) | Ultimul proces de formare la rece este urmat de recoacere in atmosfera controlata. |
| Normalizat | NBK(+N) | Ultimul proces de formare la rece este urmat de recoacere deasupra punctului de transformare superior într-o atmosferă controlată. |
Asigurarea calității
1. Strict conform DIN2391/EN10305 sau alt standard.
2. Eșantion: Eșantionul este gratuit pentru testare.
3. Teste: Test de pulverizare cu sare/Test de tracțiune/Curenți turbionari/Test de compoziție chimică conform cererii clienților
4.Certificat: IATF16949, ISO9001, SGS etc.
5.EN 10204 3.1 Certificare
Ambalarea produsului